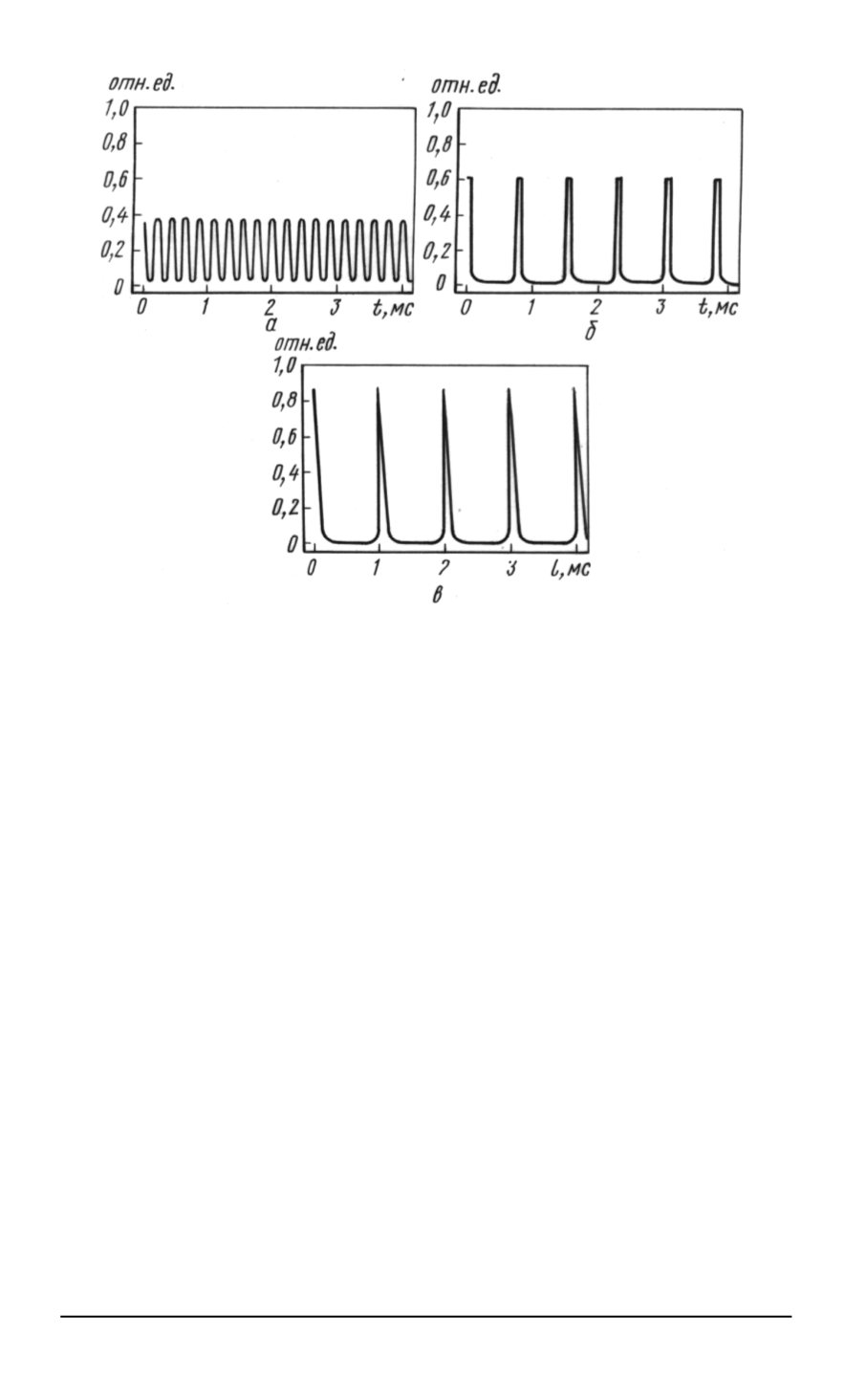
Рис
. 4.
Экспериментальные флуктуации интенсивности истечения из кана
-
ла потоков среды при лазерной сварке с различными параметрами режимов
(
df
= 1
,
5
мм
):
а
—
P
= 10
кВт
,
v
св
= 0
,
65
м
/
мин
;
б
—
P
= 3
,
5
кВт
,
v
св
= 0
,
65
м
/
мин
;
в
—
P
= 3
,
5
кВт
,
v
св
= 2
,
5
м
/
мин
гических параметров процесса сварки
(
рис
. 4).
Так
,
увеличение мощ
-
ности лазерного излучения
P
ли
приводит к ускорению развития иони
-
зационных процессов в канале
,
существенному уменьшению периода
оптического просветления среды
(
P
ли
= 10
кВт
,
v
св
= 0
,
65
м
/
мин
,
за
-
глубление фокуса
df
= 1
,
5
мм
,
период просветления равен
0,08
мс
),
практически полному оптическому блокированию его нижней части
сильно ионизированной средой и лишь частичному периодическому
разрежению ее в объеме канала
.
Увеличение скорости сварки
v
св
,
напро
-
тив
,
ведет к возрастанию периода просветления среды
(
P
ли
= 3
,
5
кВт
,
v
св
= 2
,
5
м
/
мин
,
df
= 1
,
5
мм
,
период просветления равен
0,9
мс
)
и пол
-
ному разрежению среды канала
.
Смещение фокуса вверх по лучу рав
-
носильно возрастанию
v
св
,
а смещение вниз
—
увеличению
P
ли
.
Таким
образом
,
было установлено
,
что модель копирует реакцию процесса
сварки на любые изменения входных технологических параметров
.
Помимо этого установлено
,
что развитие канала в глубину продол
-
жается некоторое время
,
после чего прекращается
,
и программа мо
-
делирует фазу квазистационарного состояния канала с флуктуациями
глубины проплавления
—
пиками проплавления
,
являющимися зако
-
82 ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. “
Машиностроение
”. 2005.
№
3


