Рис
. 5.
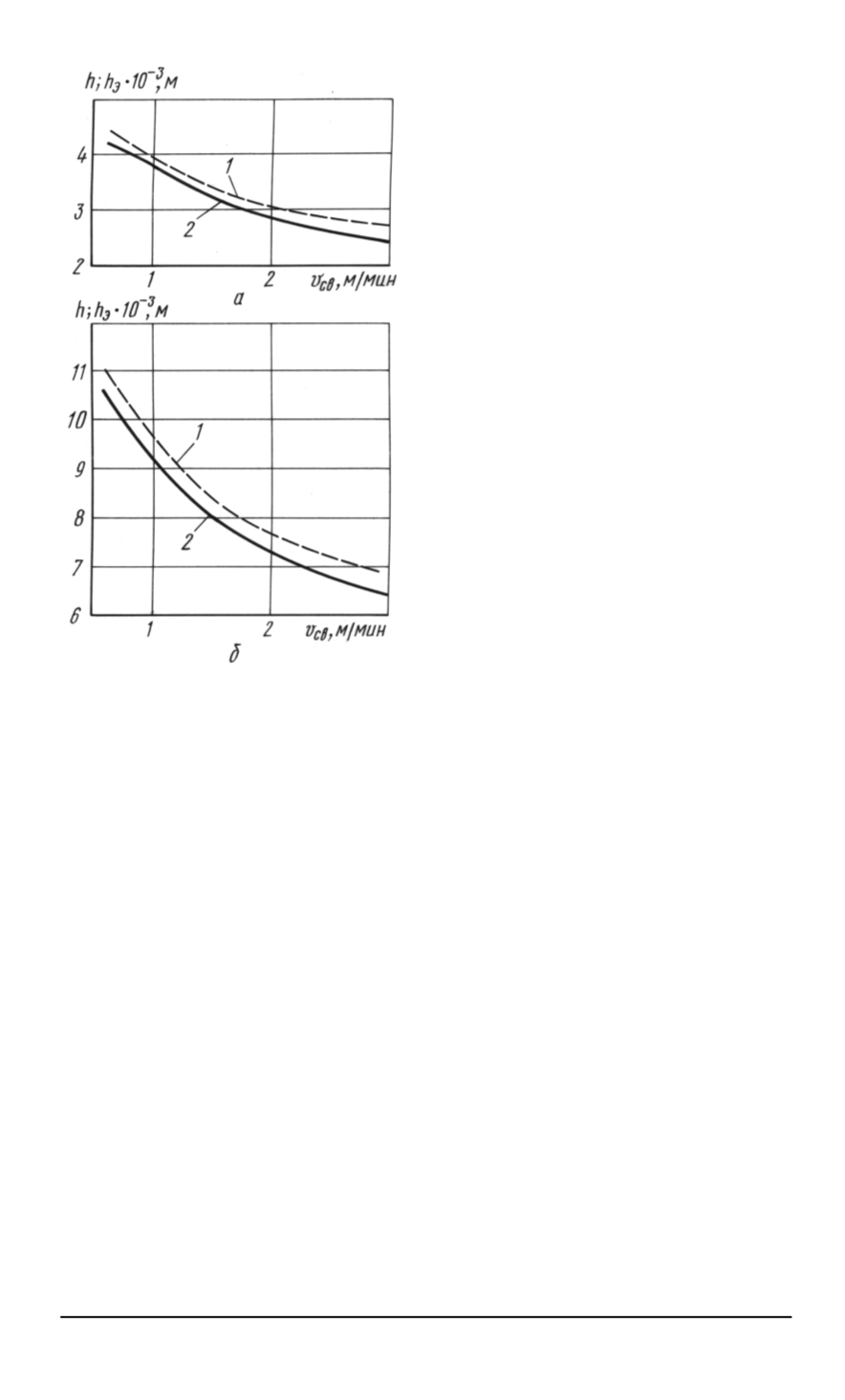
Зависимости глубин пропла
-
вления
h
и
h
э
от скорости свар
-
ки
v
свс
при лазерной сварке стали
12
Х
18
Н
10
Т
(
df
= 1
,
5
мм
):
а
—
P
= 3
,
5
кВт
;
б
—
P
= 10
кВт
;
1
и
2
—
h
и
h
э
—
вычислительный и натур
-
ный эксперимент
Заметим также
,
что детальное
рассмотрение взаимодействия ла
-
зерного излучения со средой канала
и его стенками позволяет наметить
пути применения представленной
модели для прогнозирования глу
-
бины проплавления при сварке с
использованием некоторых техно
-
логических приемов
,
повышающих
эффективность проплавления
(
по
-
дача в зону обработки различных
газов
,
осциллирование фокуса луча
и т
.
д
.).
Выводы
.
1.
Разработана мо
-
дель
,
основанная на решении дву
-
мерной системы дифференциаль
-
ных уравнений
,
описывающих про
-
цессы
,
протекающие при взаимо
-
действии среды парогазового кана
-
ла с лазерным излучением и тех
-
нологическим газом
:
поглощение
,
переизлучение и рефракцию лазер
-
ного излучения
,
тепло
-
и массопе
-
ренос
,
взаимную диффузию газа и
среды канала
.
2.
Представление горизонталь
-
ного адиабатического переноса ма
-
териала с передней стенки канала на заднюю стенку в виде капли рас
-
плава
,
образующейся под действием нормальной составляющей лазер
-
ного излучения и достигшей критического размера
,
при учете ее ча
-
стичного испарения позволяет получать форму канала
,
близкую к ре
-
альной при моделировании его движения по ходу луча
.
3.
Анализ численных методов решения систем дифференциальных
уравнений тепло
-
и массопереноса в пароплазменной среде канала по
-
казывает
,
что только метод
“
распада разрывов
”
позволяет получать при
-
емлемое по точности решение для случая разрывных течений
(
область
ударных волн
),
имеющих место в канале лазерной сварки
,
когда дру
-
гие
“
сеточные
”
методы дают существенную ошибку
,
устранение кото
-
рой требует более мелкой расчетной сетки
,
значительно увеличиваю
-
щей время счета
.
4.
В объеме канала имеют место флуктуации оптической плотности
среды
,
определяющие энерговклад в зону обработки
,
процессы испа
-
84 ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. “
Машиностроение
”. 2005.
№
3


