Рис
. 9.
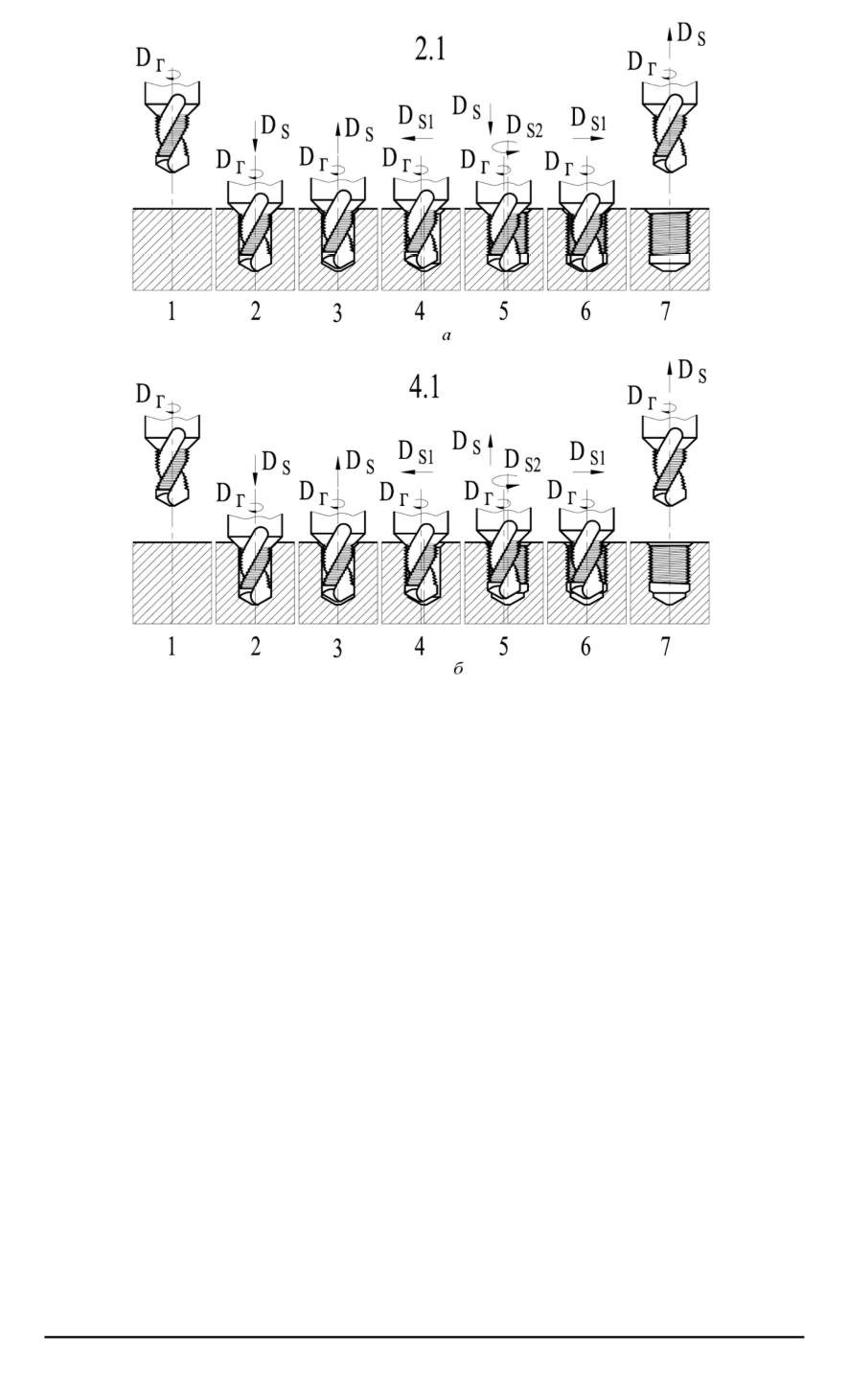
Оптимальные кинематические схемы обработки сверло
-
резьбофрезой
ОСП с правой и левой резьбой
3
—
подъем инструмента
;
4
—
радиальное врезание на глубину профи
-
ля резьбы
;
5
—
обработка резьбы методом встречного фрезерования с
движением инструмента вниз
(
или заготовки вверх
);
6
—
отвод инстру
-
мента на ось отверстия
;
7
—
вывод инструмента
.
Рассуждая аналогично
,
для обработки ОСП с левой резьбой выби
-
раем схему
4.1,
которая включает следующие этапы
(
рис
. 9,
б
):
1, 2
—
сверление отверстия с одновременным формированием фаски на торце
;
3
—
подъем инструмента
;
4
—
радиальное врезание на глубину профи
-
ля резьбы
;
5
—
обработка резьбы методом встречного фрезерования с
движением инструмента вверх
(
или заготовки вниз
);
6
—
отвод инстру
-
мента на ось отверстия
;
7
—
вывод инструмента
.
Таким образом
,
представленный в настоящей статье комбинирован
-
ный инструмент
—
сверло
-
резьбофреза
—
имеет следующие техноло
-
гические возможности
:
—
обработка совокупности различных поверхностей отверстия од
-
ним инструментом за один технологический переход
;
—
получение отверстий как в сплошном материале
,
так и в подго
-
товленном отверстии
;
120 ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. "
Машиностроение
". 2004.
№
1


