














 4 / 8
4 / 8

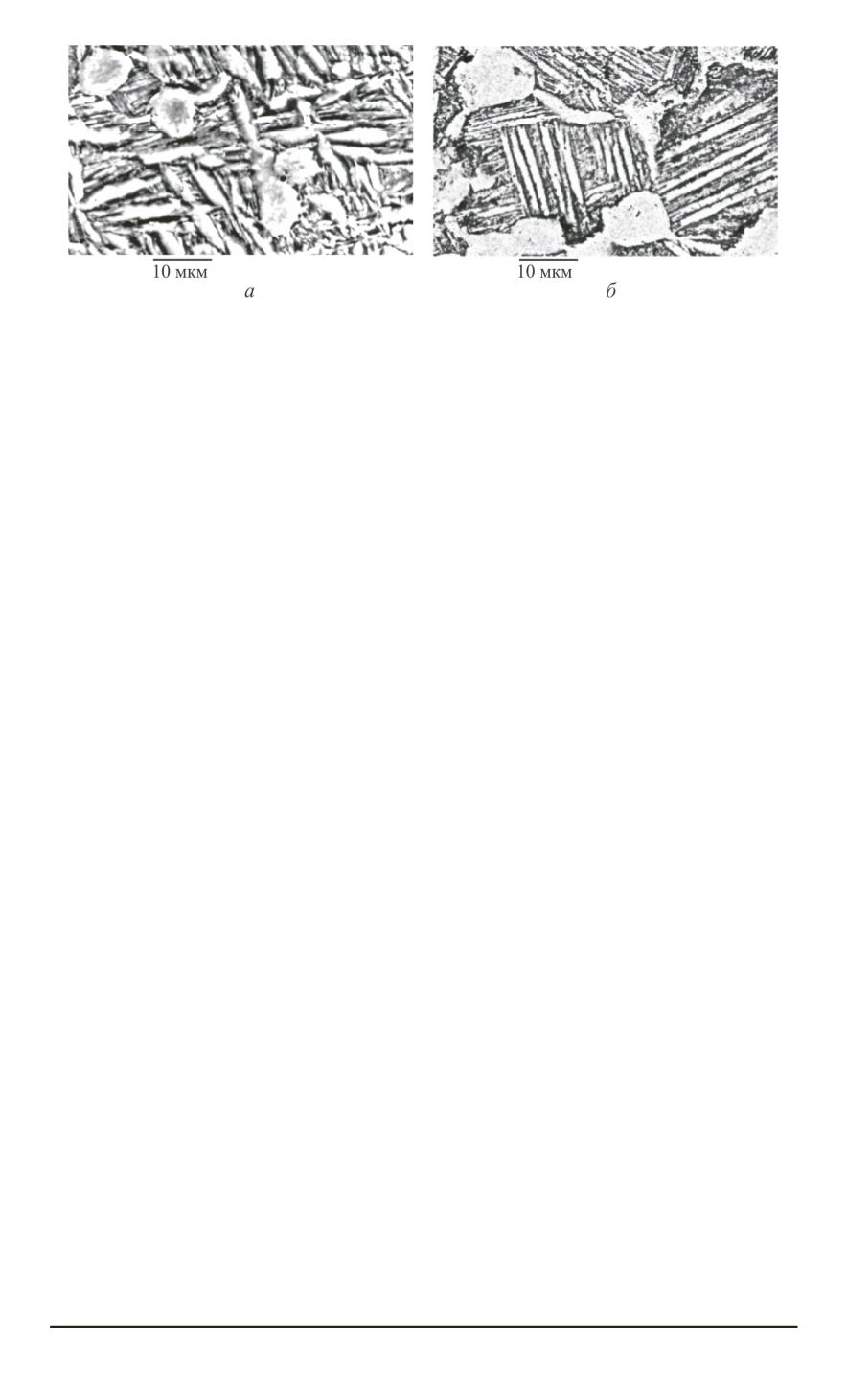
Рис. 3. Микроструктура полуфабрикатов из сплава ВТ41 (РЭМ):
а
— пруток
∅
22
мм;
б
— штамповка после всесторонней ковки и осадки в
(
α
+
β
)-области
лопаток изготовляли образцы с диаметром рабочей части
d
0
= 3
мм
и длиной
l
0
= 7
мм. В остальных случаях использовали стандарт-
ные образцы по ГОСТ 1497–84 — для испытаний на растяжение и
длительную прочность и образцы типа Менаже по ГОСТ 9454–78.
Результаты исследований.
Типичная микроструктура полуфабри-
катов из сплава ВТ41, полученная методом оптической микроскопии,
приведена на рис. 3.
Как следует из рис. 2, микроструктура всех исследованных полуфа-
брикатов относится к одному типу (глобулярно-пластинчатому). При
недостаточной степени деформации в (
α
+
β
)-области, процесс сфе-
роидизации частиц первичной
α
-фазы в полной мере не происходит
(рис. 2,
а
). В случае поковки, изготовленной из предварительно дефор-
мированной в (
α
+
β
)-области заготовки, катаного прутка и штампов-
ки лопатки (рис. 2,
б–г
) получение однородной равноосной структу-
ры объясняется стадийностью операций горячей деформации, которая
обеспечивает рекристаллизацию
α
-фазы при нагреве под деформацию
на каждой операции и окончательную сфероидизацию при термиче-
ской обработке.
Детально микроструктуру полуфабрикатов исследовали методом
РЭМ (см. рис. 3).
Механические свойства полуфабрикатов приведены в таблице.
Обсуждение.
Очевидно различие параметров и морфологии струк-
турных составляющих. При описании микроструктуры в нашем слу-
чае целесообразно рассмотреть следующие характеристики: размер
условного
β
-зерна (для равноосной структуры), объемную долю ча-
стиц первичной
α
-фазы, толщину пластин вторичной
α
-фазы, средний
диаметр (толщину) частиц первичной
α
-фазы. Различие указанных
параметров структуры у исследованных полуфабрикатов определяет-
ся технологической схемой изготовления, в том числе наследствен-
ностью.
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение” 2015. № 2 141