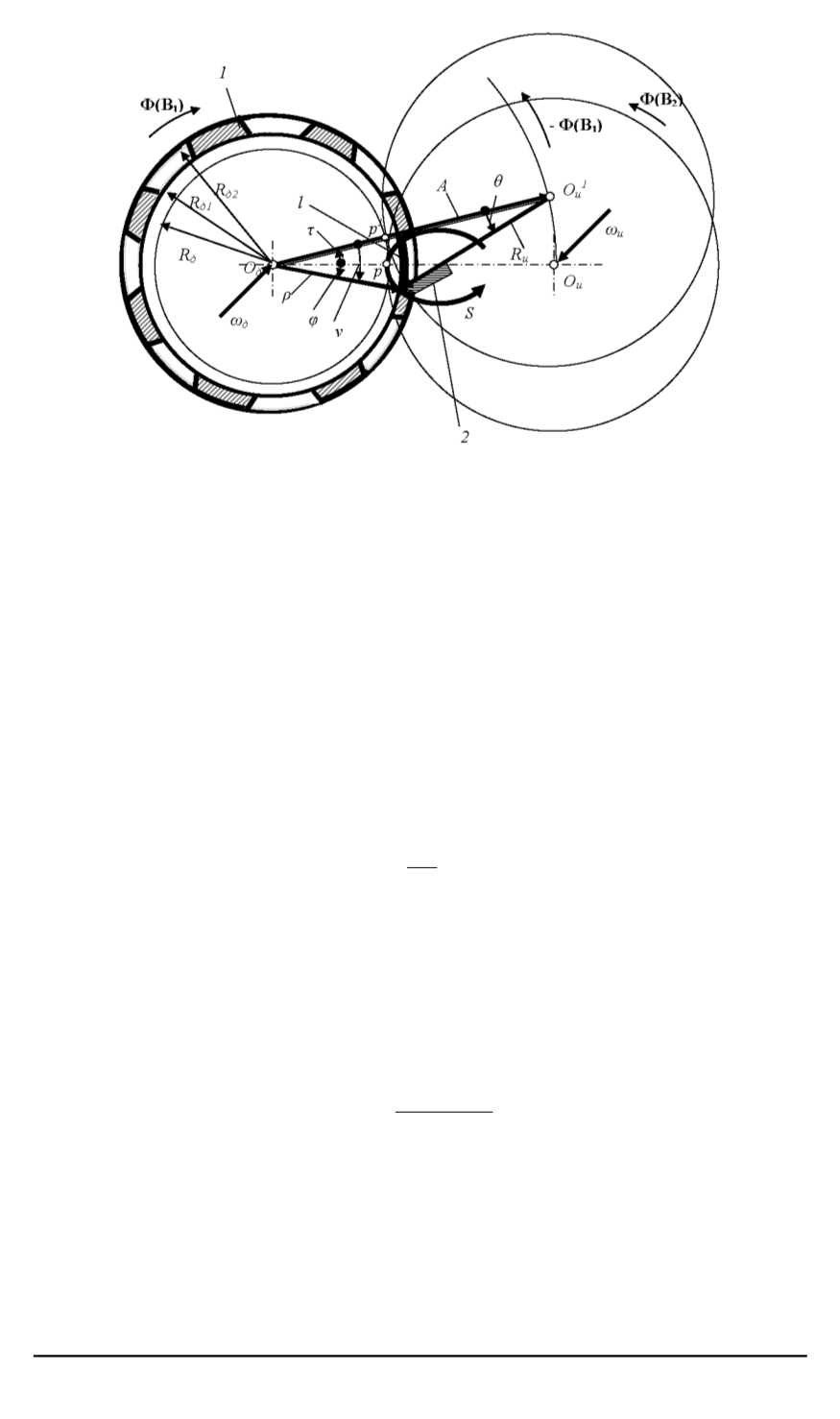
Рис. 2. Схема многолезвийной обработки в режиме встречного резания:
1
— деталь;
2
— инструмент;
S
— траектория формообразования;
l
— длина прорези;
ρ
— радиус формообразования
Для решения предлагается итерационный алгоритм, блок-схема ко-
торого приведена на рис. 3.
Модель базируется на векторном представлении схемы технологи-
ческого зацепления и формообразующих движений [1].
Для решения второго уравнения системы (1) приведем его к ре-
куррентному виду относительно переменной
θ
. Его суть заключается
в том, что переменной
θ
в правой части уравнения присваивается ин-
декс
j
— номер текущей итерации, а в левой — номер последующей
итерации
(
j
+ 1)
:
θ
j
+1
= arcsin
ρ
R
и
sin(
ϕ
+
iθ
j
)
.
(2)
Уравнение (2) решают, используя один из численных методов —
метод итераций (последовательных приближений) [2].
Первоначально текущему
θ
j
присваивают его начальное значение
θ
j
= 0
.
После вычисления
θ
j
+1
определяется относительная погрешность
вычислений:
Δ =
θ
j
+1
−
θ
j
θ
j
+1
.
(3)
Далее проводится сравнение с допустимой погрешностью [
Δ
];
если
Δ
>[
Δ
], то вычисленному последующему значению
θ
j
+1
присва-
ивается индекс текущего значения
θ
j
и далее реализуется следующая
вычислительная итерация. Итерационные циклы продолжаются до тех
пор, пока в логической операции сравнения справедливо указанное
ранее неравенство. При отрицательном результате сравнения расчет
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2008. № 2 111


