принимает вид
F
=
γ
0
+
γ
1
x
1
+
γ
2
x
2
+
. . .
+
γ
k
x
k
.
Решатели многих офисных программ имеют необходимую для это-
го стандартную программу. Например, для решения задачи линейно-
го программирования в Excel существует программа, реализующая
симплекс-метод.
Апробацию предложенной методики выбора типажа станков для
технического перевооружения проведем на базе решения тестовой за-
дачи со следующими условиями.
Техническое перевооружение предприятия направлено на интен-
сификацию фрезерования и обработки отверстий, которые по объему
выполнения в год на типовых станках требуют 30 фрезерных и 10
сверлильных станков
Q
min
1
Φ
do
= 30
,
Q
min
2
Φ
do
= 10
, где нижний индекс 1
обозначает фрезерование, 2 — сверление . В табл. 1 приведены тех-
нические характеристики типового оборудования — фрезерного станка
марки FGC чешского производства и вертикально-сверлильного стан-
ка марки 2С-132.
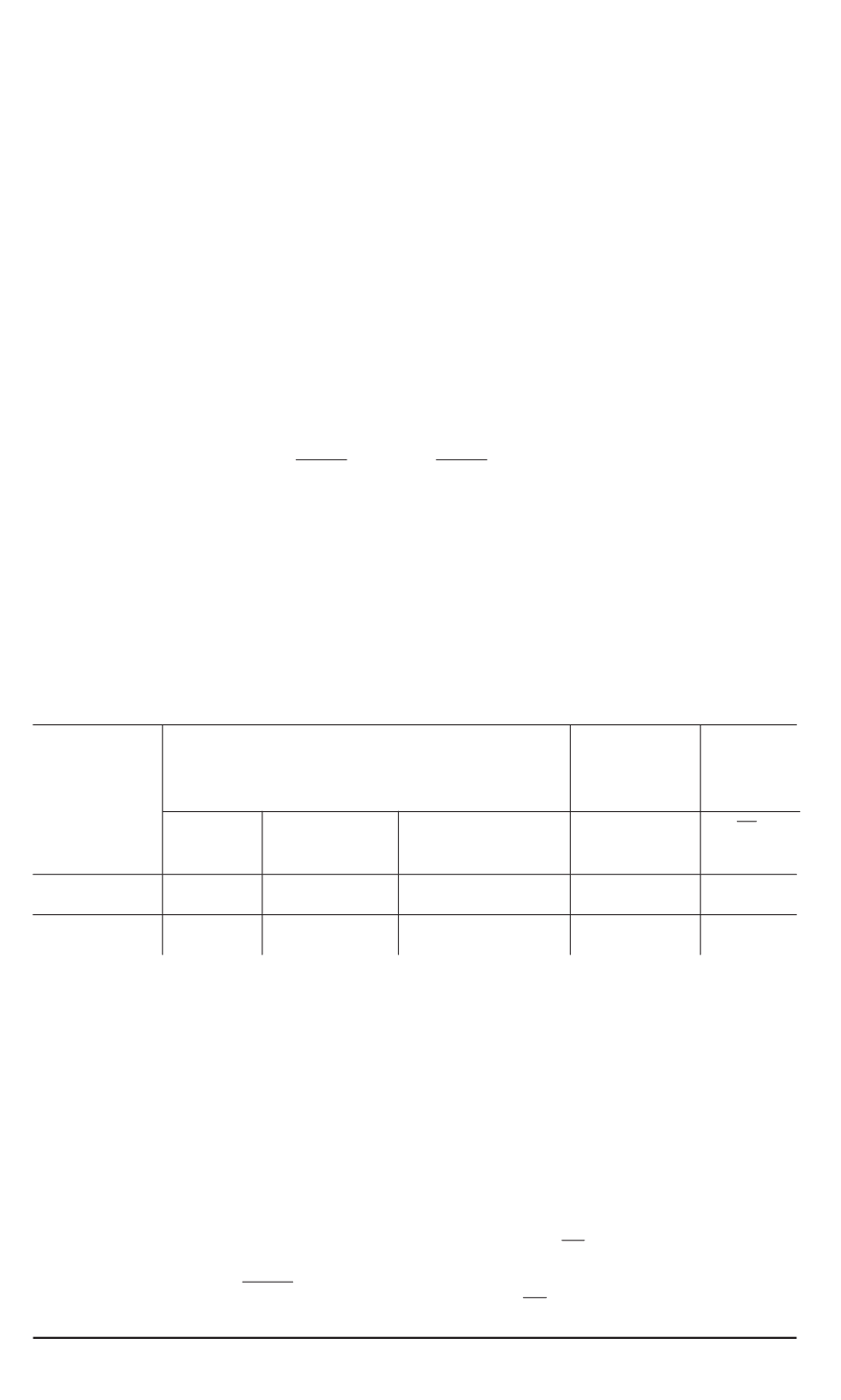
Таблица 1
Принятые параметры типовых специализированных станков
Тип станка
Средняя доля
Срокамор-
тизации обо-
рудования
Цена
оборудо-
вания
ручного
труда
v
t
i
основного
времени
μ
t
i
вспомогательного
времени
η
t
i
T
st
ami
Ц
i
Фрезерный
2
0,4
0,6
15
0,0662
Сверлильный 2
0,3
0,7
15
0,0222
Для выполнения работ
Q
min
i
в приоритетном списке оборудования
для технического перевооружения предприятия указаны: более про-
грессивный фрезерный станок(марка С №1), сверлильный станок
(марка С №2), а также несколько обрабатывающих центров (марки
С №3, 4, 5. . . ), технические характеристики которых приведены в
табл. 2.
По сути, при апробации предложенной методики варьируются че-
тыре параметра:
а) три параметра обрабатывающих центров
Ц
i
, a
∗
/b
∗
, v
∗
варьиру-
ются в интервалах
Δ
Ц
i
= 0
,
244
,
Δ
v
∗
= 2
,
Δ
a
∗
b
∗
= 0
,
3
;
112 ISSN 0236-3941. ВестникМГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2010. № 2


