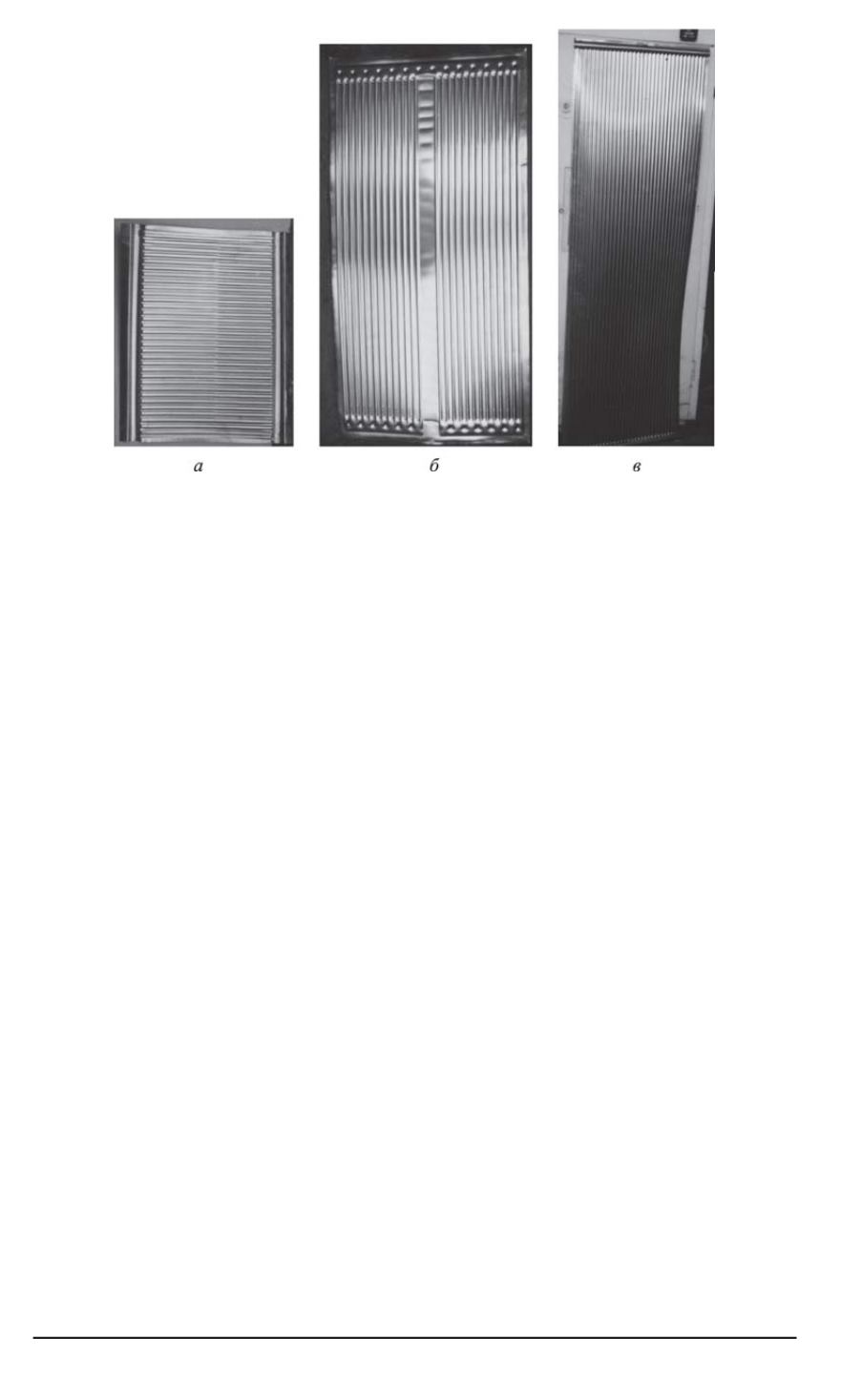
Рис. 3. Элементы теплообменной (
а, б
) и теплоприемной (
в
) панелей
В табл. 1 приведены значения технологических параметров обра-
ботки тонколистовых элементов панелей из коррозионно-стойкой ста-
ли 12Х18Н10Т на стане локальной формовки с эластичной оболочкой
из полиуретана марки СКУ-ПФЛ.
Значения отношения
h/h
тр
(глубины отформованного канала к тре-
буемой глубине канала) изменяются от 0,18 до 1,0 в зависимости от
толщины заготовки и ширины формуемого канала. Минимальное зна-
чение
h/h
тр
= 0
,
18
получено при деформировании узких каналов ши-
риной
В
= 11
,
5
мм в заготовке толщиной
S
0
= 0
,
5
мм.
В процессе локальной формовки металл заготовки жестко прижи-
мается эластичным валом к матрице по центру плоскостей выступов
(являющихся поверхностями контактной сварки при сборке изделия),
поэтому течение металла в этих зонах отсутствует, а толщина листа
максимальна. Формовка рельефа происходит за счет утонения метал-
ла заготовки по поперечному сечению каналов. Из табл. 1 видно, что
суммарная степень деформации листа
Σ
ε
л
ср
за один проход заготов-
ки под эластичным и жестким валом (средняя по ширине канала)
составляет от 0,18 до 0,23 для элементов панелей с различной ши-
риной канала
В
и достигает значения 0,234 при
В
= 26
мм. Ми-
нимальная толщина листа (средняя по ширине канала) составляет:
S
к
.
ср
≈
0
,
234
мм для заготовки толщиной
S
0
= 0
,
3
мм;
S
к
.
ср
≈
0
,
306
мм
для заготовки толщиной
S
0
= 0
,
4
мм;
S
к
.
ср
≈
0
,
392
мм для заготовки
толщиной
S
0
= 0
,
5
мм. В процессе холодного пластического дефор-
мирования заготовки в центральной части канала прочность увели-
чивается (вследствие увеличения предела прочности металла
σ
в
)
на
20. . . 30%, поэтому потребительские свойства изделий (максималь-
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2010. № 2 77


