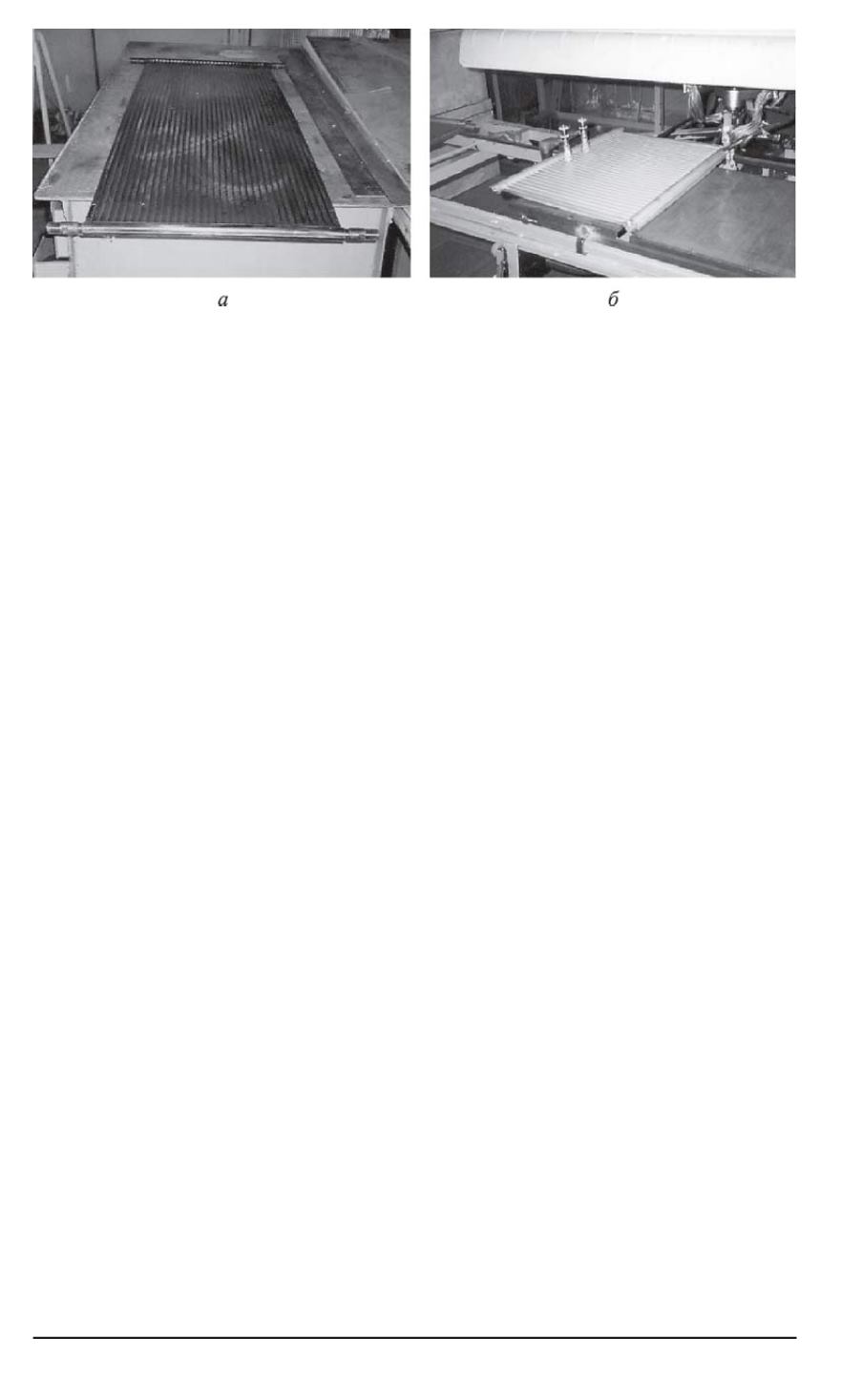
Рис. 2. Теплоприемная (
а
) и теплообменная (
б
) панели
Разработаны новые конструкции легких и экономичных теплопри-
емных панелей солнечных коллекторов с улучшенным теплоприемом
(теплоотдачей) из коррозионно-стойкой стали. Теплоприемную панель
изготовляют из двух свариваемых между собой элементов. Внешний
и внутренний элементы панели имеют каналы шириной
В
. Поскольку
коррозионно-стойкая сталь имеет большой коэффициент сопротивле-
ния теплопроводности, то минимальная толщина стенки формуемых
теплоприемных каналов улучшает теплопередачу между стенкой ка-
нала и теплоносителем. Толщина листа в местах контактной сварки
максимальна, что позволяет увеличить прочность соединения.
Теплоприемная панель с толщиной свариваемых элементов 0,3 и
0,5 мм в сборе показана на рис. 2,
а
.
Также были разработаны новые конструкции теплообменных па-
нелей для баков аккумуляторов СВУ. Теплообменная панель (рис. 2,
б
)
имеет более широкие каналы, чем теплоприемная панель, и ее из-
готовляют из двух свариваемых между собой элементов, каждый из
которых имеет каналы шириной
В
.
Технологический процесс получения теплоприемных и теплооб-
менных панелей состоит из следующих основных операций:
1) резка листа (рулона) на заготовки с заданными габаритными раз-
мерами;
2) подрезка углов;
3) формовка каналов на стане локальной формовки;
4) штамповка на гидравлическом прессе сборных поперечных ка-
налов с двух сторон заготовки;
5) сборка двух элементов панели в сварочном кондукторе;
6) сварка двух элементов панели по плоскостям выступов профиля;
7) операция нанесения покрытия.
На рис. 3,
а, б
приведены полуфабрикаты двух типов теплообмен-
ных панелей, на рис. 3,
в
— полуфабрикат теплоприемной панели после
штамповки сборного поперечного канала.
76 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2010. № 2


