















 2 / 9
2 / 9

для обеспечения надежного сгорания топливных смесей в двигате-
лях внутреннего сгорания и в камерах сгорания воздушно-реактивных
двигателей [3, 4]. В порошковой металлургии является актуальной за-
дача получения определенного размера частиц конечного порошкового
продукта [5].
В таких аппаратах газ взаимодействует со сплошной жидкостной
пленкой каплями, на которые распадается струя. Существуют мето-
дики расчета подобных процессов [6–8]. Механизм создания пленки
жидкости и ее последующего дробления обусловлен рядом параме-
тров, определяющих качество дробления [6, 7, 9]. К ним относятся:
толщина пленки, скорость ее движения по поверхности, форма по-
верхности, соотношение массовых расходов воздуха и распыляемой
жидкости. Получение пленки жидкости обеспечивается путем равно-
мерной подачи жидкости на профилированную поверхность с после-
дующим воздействием на эту пленку струи газа. Под действием на-
бегающего потока газа скорость движения жидкости увеличивается,
а толщина ее уменьшается. При экспериментальных исследованиях
ставилась задача по выявлению закономерности влияния различных
факторов (давления воздуха, плотности жидкости, расходов воздуха
и жидкости, увеличения скорости воздушного потока) на процесс га-
зификации пленки жидкости при функционировании пленочной фор-
сунки.
Экспериментальные исследования пленочной форсунки с гази-
фикацией пленки жидкости.
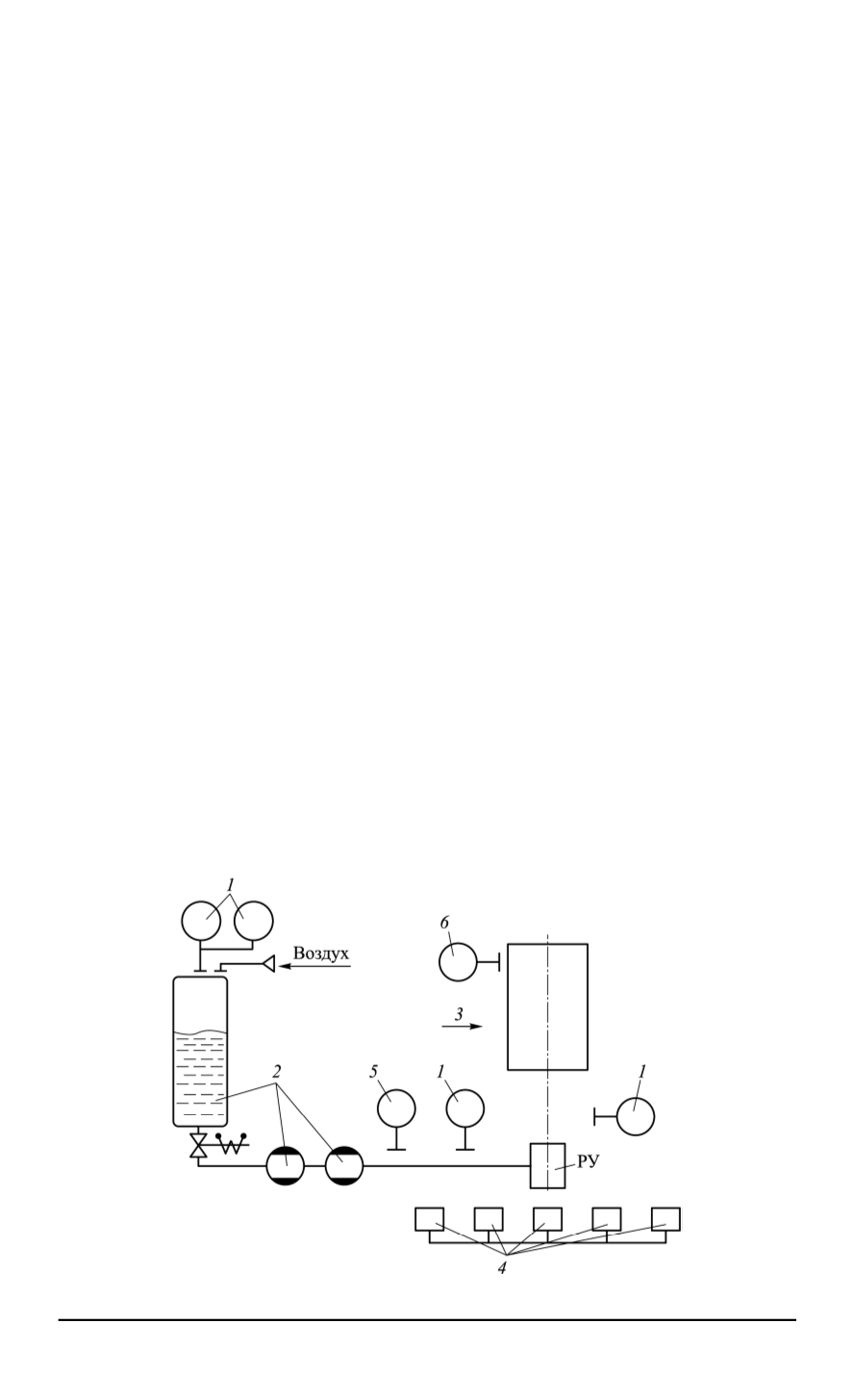
Экспериментальные исследования про-
цесса функционирования пленочных форсунок с газификацией пленки
жидкости проводились на специальном стенде, схема которого пред-
ставлена на рис. 1. Введены следующие обозначения:
1
— датчики
давления;
2
— система подачи рабочей жидкости;
3
— компрессор;
4
—
Рис. 1. Стенд для продувок моделей распыляющих устройств
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение” 2016. № 2 73