Рис. 4. Образование микро-
трещин на обработанной
поверхности
касательные напряжения в направлении
движения резания, способные вызвать раз-
рушение поверхностного слоя материала,
испытывающего растягивающие напряже-
ния. Интенсивность протекания рассмо-
тренных процессов зависит от индиви-
дуальных особенностей обрабатываемого
композиционного материала.
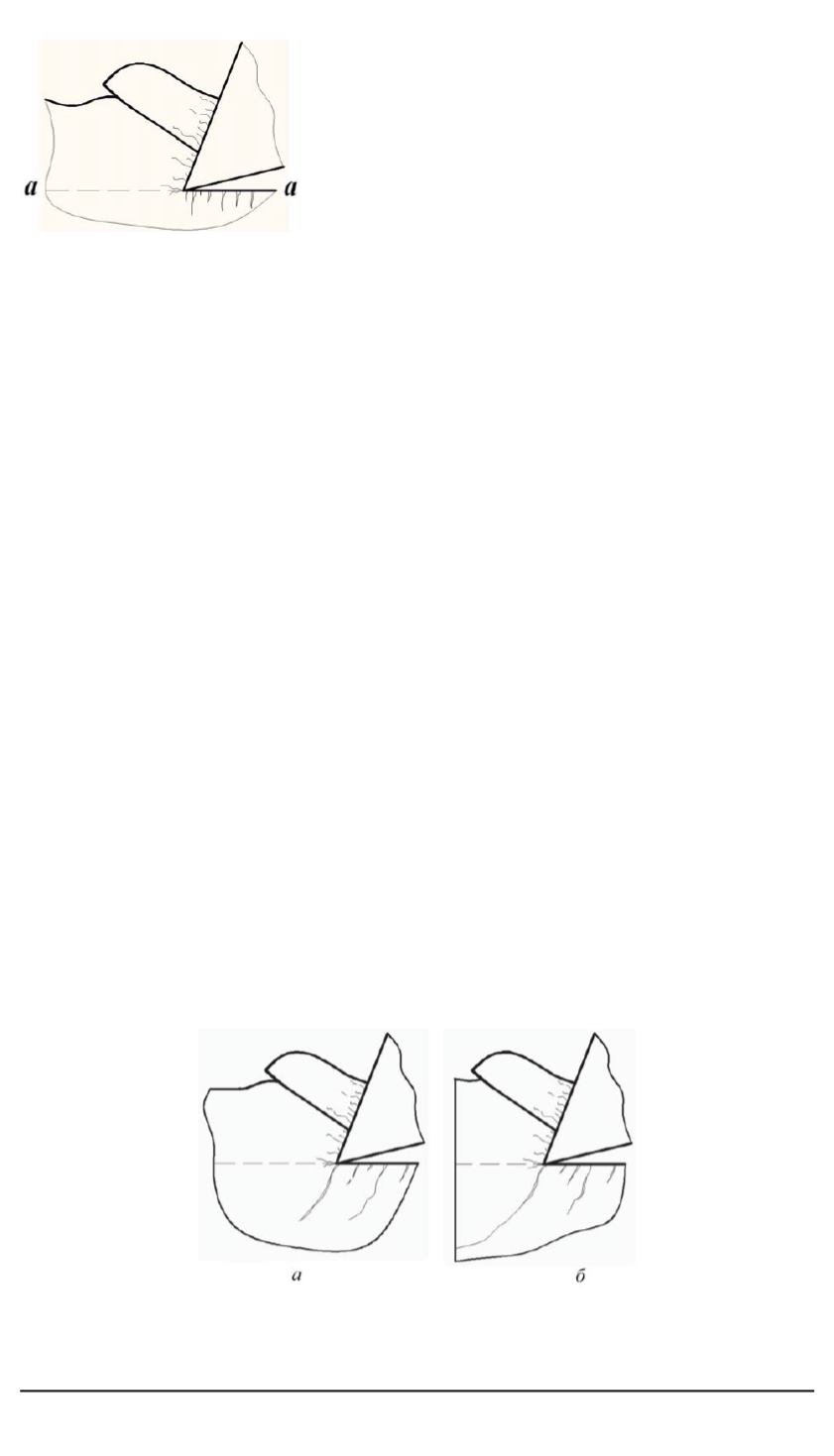
У некоторых марок композитов (напри-
мер, ДСВ-2-2М-П) отдельные микротрещи-
ны в области режущего лезвия могут развиться в макротрещины, про-
низывающие поверхностный слой материала и расположенные суще-
ственно ниже линии среза (рис. 5,
а
). На выходе режущего инструмен-
та такая трещина превращается в магистральную [2], резко уходит
за пределы зоны стружкообразования и вызывает скол материала на
части обработанной поверхности (рис. 5,
б
).
Размеры образующихся сколов существенно зависят от ряда фак-
торов, в первую очередь, от параметров режима резания, геометри-
ческих параметров лезвия и степени износа режущего инструмен-
та. Например, при резании композита марки ДСВ-2-2М-П оптималь-
ными условиями обработки, позволяющими минимизировать разме-
ры сколов (длину, ширину и глубину) на обработанной поверхности
при выходе инструмента, являются следующие: 1) режим резания —
v
= 1
,
4
. . .
1
,
8
м/с,
S
≤
0
,
1
мм/об,
t
≤
1
,
5
мм; 2) геометрические па-
раметры резца —
γ
= 15
◦
,
α
=
α
1
= 20
◦
,
ϕ
=
ϕ
1
= 15
◦
,
r
= 1
мм;
3) критерий затупления инструмента — размер фаски износа по зад-
ней поверхности
h
з
≤
0
,
4
мм.
Процесс стружкообразования при резании ПКМ, армированных
непрерывными волокнами, может иметь существенные отличия. Это
особенно наглядно проявляется при обработке композиционных ма-
териалов на основе органических волокон — арамидных полимеров
(Армос, СВМ, Терлон и др.) и полиэтилена.
Рис. 5. Образование макротрещин на обработанной поверхности (
а
) и сколов
материала (
б
) на выходе режущего инструмента
84 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2012. № 2


