7) определение скорректированного угла профиля рейки в ее нор-
мальном сечении
α
nr
по скорректированному углу профиля рейки в
торцовом сечении долбяка
α
tr
(по формуле (1));
8) определение скорректированного угла профиля зубьев ЧМФ в
нормальном сечении
α
n
0
(принимаем
α
n
0
=
α
nr
)
;
9) выполнение действий по пунктам 2–9 до тех пор, пока модуль
угла
Δ
α
t
1
(см. п. 5) не станет меньше заданной точности решения
задачи
ε
(принимаем
ε
= 0
,
0003
◦
, что соответствует примерно одной
угловой секунде).
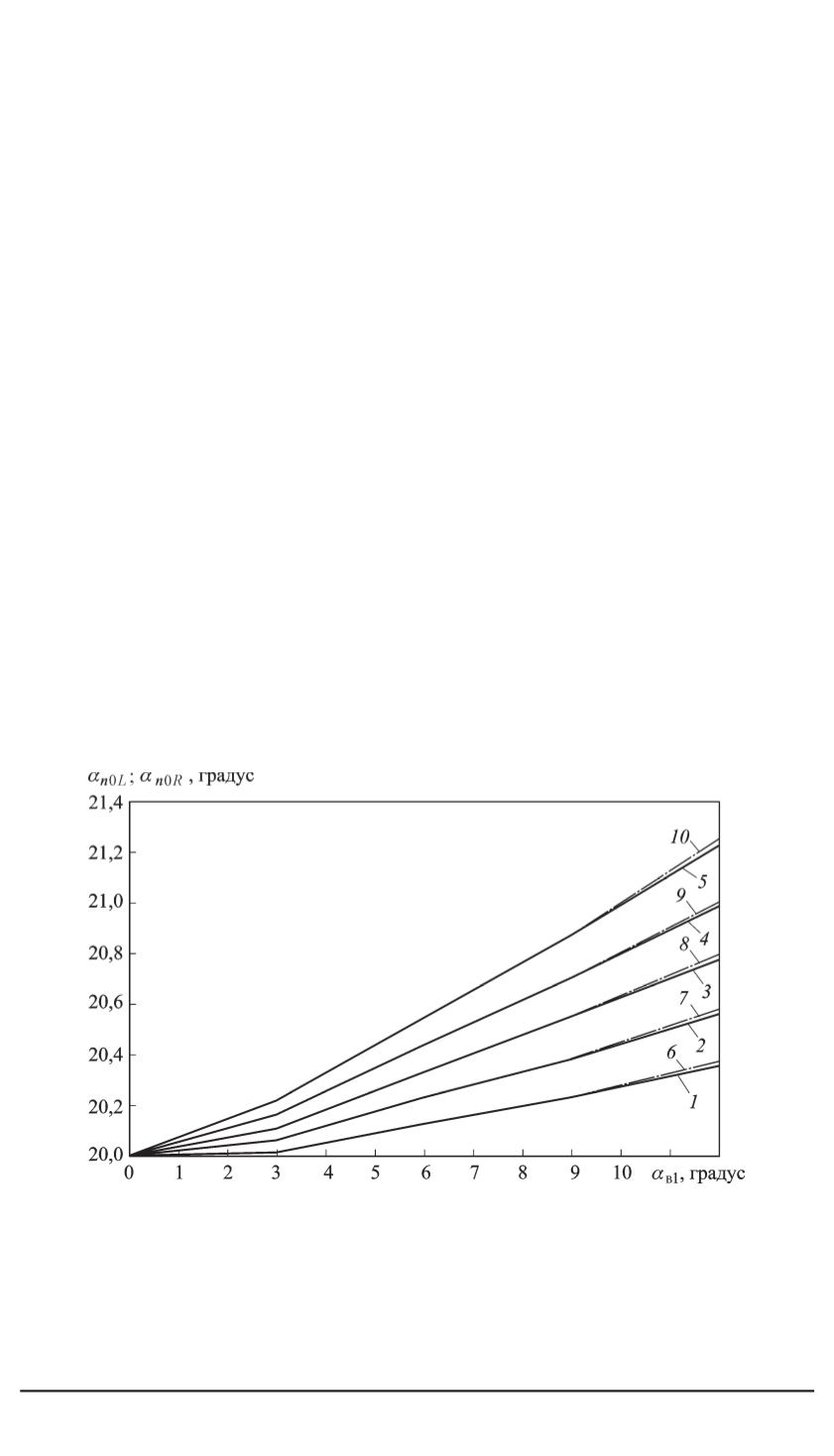
Полученные по приведенной методике углы
α
n
0
для левой (
α
n
0
L
)
и правой (
α
n
0
R
) сторон зубьев ЧМФ приведены на рис. 5. Как следу-
ет из рис. 5, значение углов
α
n
0
L
и
α
n
0
R
существенно отличаются от
значений углов стандартной фрезы с
α
n
0
= 20
◦
, при этом имеет место
некоторое различие углов
α
n
0
L
и
α
n
0
R
. Зубофрезерование прямозубых
долбяков специальной ЧМФ с углами профиля ее зубьев в нормальном
сечении
α
n
0
L
и
α
n
0
R
обеспечивает высокую точность угла профиля зу-
бьев долбяка в торцовом сечении на делительной окружности
α
ф
t
1
, а
следовательно, и высокую точность профиля его зубьев (рис. 6). На
рис. 6 видно, что погрешность профиля зубьев долбяка
f
fr
для зна-
чений
γ
в1
= 12
◦
и
α
в1
= 12
◦
не превышает 4,5 мкм, в то время как
при фрезеровании стандартной фрезой
f
fr
= 150
мкм (см. рис. 3). Для
практического использования результатов исследований при проекти-
рования специальной ЧМФ при зубофрезеровании корригированных
Рис. 5. Влияние заднего (
α
в1
) и перед него (
γ
в1
) углов при вершине зуба долбяка
на углы профиля левой (
α
n
0
L
) и правой (
α
n
0
R
) сторон зубьев специальной
ЧМФ:
1, 2, 3, 4, 5
— углы профиля левой стороны зуба ЧМФ при
γ
в1
, равном соответственно
0
◦
, 3
◦
, 6
◦
, 9
◦
и 12
◦
;
6, 7, 8, 9, 10
— углы профиля правой стороны зуба ЧМФ при
γ
в1
,
равном соответственно 0
◦
, 3
◦
, 6
◦
, 9
◦
и 12
◦
104 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2012. № 1


