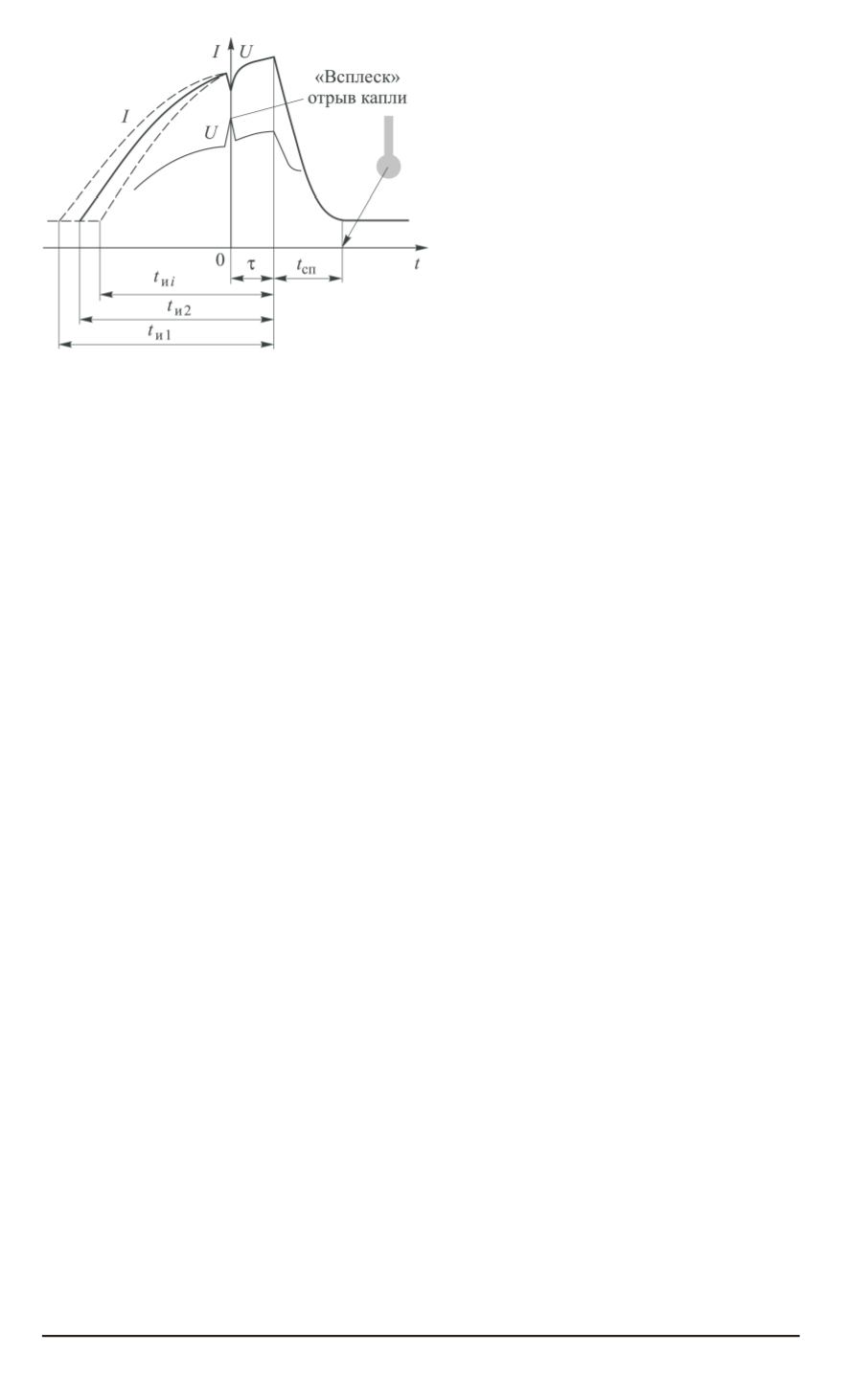
Рис. 3. Схема импульсно-дугового
способа сварки с дозированием
энергии:
U
— напряжение;
I
— сварочный
ток;
t
— длительность импульса
сварочного тока;
t
сп
— длительность
спада импульса;
τ
— время на
дозирование энергии в каждом
импульсе (
τ
=
const);
t
и1
,
t
и2
,
t
и
i
—
длительность первого, второго,
i
-го
импульса соответственно
задается до момента отключения силовых тиристоров, после чего про-
исходит спад тока и напряжения за время спада (
t
сп
). Сварочный ток и
напряжение в паузе имеют небольшие значения и практически не ме-
няют размеры капли электродного металла до наложения следующего
импульса.
Дозирование энергии позволяет поддерживать одинаковый размер
капель, обеспечивая тем самым равенство начальных условий для пе-
рехода капель электродного металла.
Таким образом, способ и устройство для импульсно-дуговой свар-
ки обеспечивают одинаковый размер образующихся капель электрод-
ного металла, что значительно повышает устойчивость дугового про-
межутка и способствует стабильному переносу капель.
Выводы.
1. Способ импульсно-дуговой сварки позволяет дози-
ровать энергию, идущую на расплавление каждой капли электродного
металла, тем самым обеспечивая большую квазистабильность процес-
са сварки за счет одинакового размера переносимых капель электрод-
ного металла.
2. Устройство для реализации данного способа позволяет дозиро-
вать энергию, идущую на расплавление каждой капли электродного
металла, начиная с момента отрыва предыдущей капли, фиксируемой
по всплеску напряжения на дуговом промежутке.
3. При обеспечении одинакового размера переносимых капель по-
вышается устойчивость дугового промежутка, что способствует ста-
бильному каплепереносу.
ЛИТЕРАТУРА
1.
Способ
дуговой сварки в среде защитных газов: патент на изобретение
№ 2130370 РФ: МПК-8 В23К9/00 / О.М. Новиков, В.И. Кулик; заявитель
и патентообладатель Государственное предприятие “НПО Техномаш”. Опубл.
20.05.1999 г.
118 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2014. № 2


