














 6 / 13
6 / 13

С.А. Котов, Н.А. Лябин, В.В. Блинков
78
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2017. № 1
Рис. 3.
Критерии оценки качества детали из ВПКМ при лазерной обработке
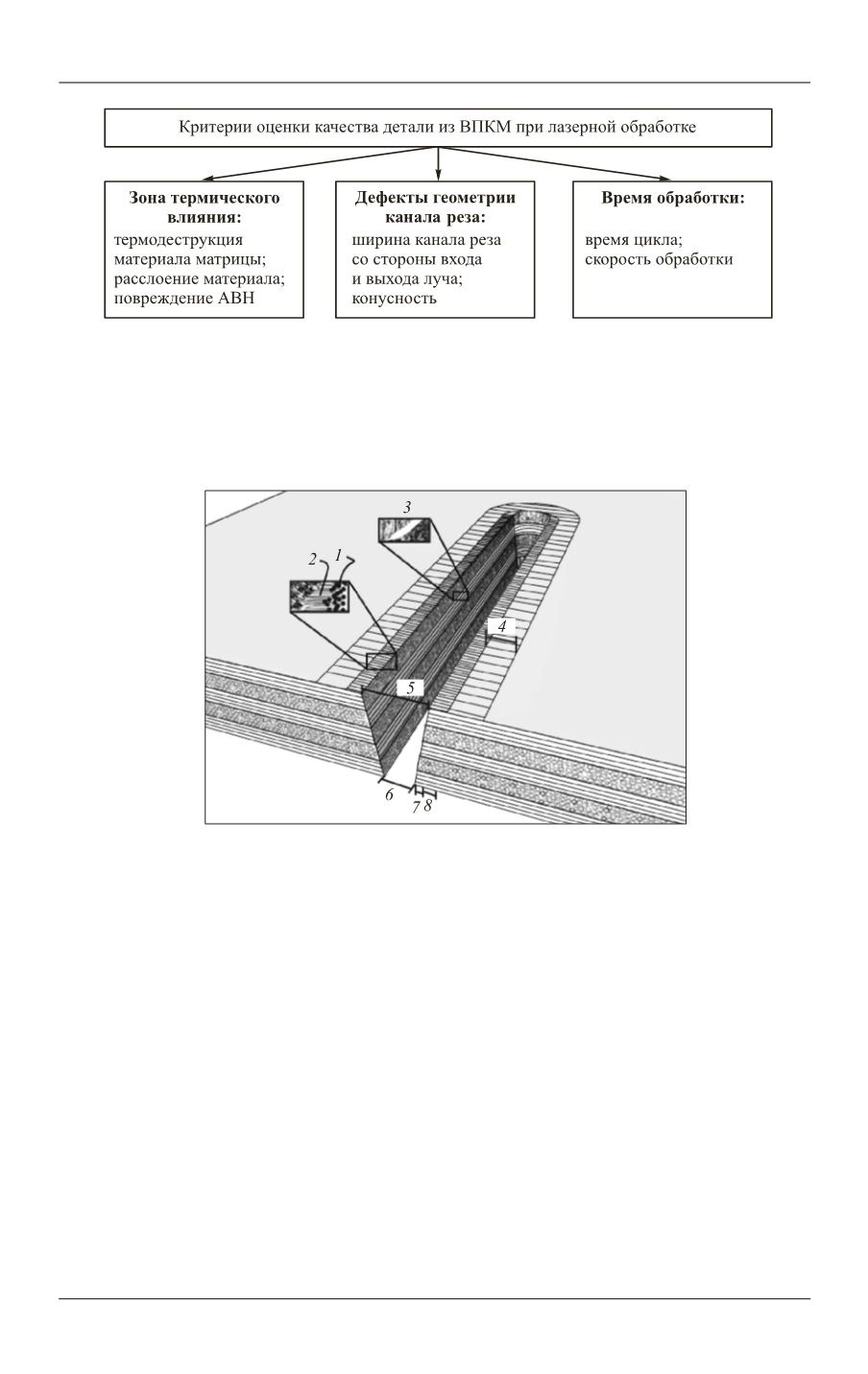
На рис. 4 схематично изображен канал реза, показаны ЗТВ и дефекты
геометрии канала реза. Ширина
W
зтв
ЗТВ вычисляется как
W
зтв
=
S
зтв
/
L
реза
, где
S
зтв
— площадь поврежденной области, ограниченной длиной реза
L
реза
.
Рис. 4.
Типовые дефекты, наблюдаемые при лазерной обработке ВПКМ:
1
— повреждение АВН;
2
(
7
) и
4
(
8
) — зоны полной и частичной (наличие цветов побежалости)
термодеструкции матрицы со стороны входа (выхода) луча;
3
— расслоение материала;
5
и
6
—
ширина канала реза со стороны входа и выхода луча
На основе указанных критериев оценки ЗТВ в работах [9, 10] предложено
определять три класса качества деталей при лазерной обработке ВПКМ.
1. Класс
А
(хорошее качество): длина АВН без матрицы (зона полной тер-
модеструкции)
W
зтв
≤ 50 мкм, отсутствие видимого теплового повреждения ма-
териала матрицы (зоны с частичной термодеструкцией).
2. Класс
В
(удовлетворительное качество): 50 ≤
W
зтв
≤ 150 мкм, допускается
видимое тепловое повреждение материала матрицы.
3. Класс
С
(неудовлетворительное качество):
W
зтв
≥ 150 мкм, значительное
тепловое повреждение материала матрицы.
Оценка ширины канала реза и ЗТВ на поверхности образца со стороны
входа и выхода луча проводилась с помощью оптического микроскопа Olympus