где
P
i
— парциальное давление,
i
— компонента;
x
i
— мольная доля
i
—
компонента в жидкой фазе;
p
si
— давление насыщенного пара чистого
i
— компонента над раствором.
Результаты расчета состава жидкой фазы в зависимости от давле-
ния ожижаемого обогащенного кислорода из АВРУ-К приведены в
таблице.
Мольный состав жидкой фазы получаемого после КГМ продукта
Параметры
Мольная доля компонентов, %
в газовой фазе
в жидкой фазе
Р
пр
, МПа
Т
х
, K
y
O
2
y
Ar
y
N
2
x
O
2
x
Ar
x
N
2
0,1
90,2
94,93 3,94 1,13
0,2
97,8
97,48 1,87 0,65
0,3
102,5
92
4
4
98,33 1,24 0,43
0,4
106,2
98,73 0,93 0,34
Как следует из таблицы, увеличение давления ожижаемого газа
способствует повышению чистоты кислорода. Однако повышение да-
вления неизбежно ведет к потере части жидкого кислорода при дрос-
селировании жидкости (до атмосферного давления) во время заправки
сосудов Дьюара перед транспортировкой. С другой стороны, при уве-
личении давления ожижения (если позволяют прочностные характе-
ристики конденсатора КГМ) увеличивается производительность ожи-
жителя.
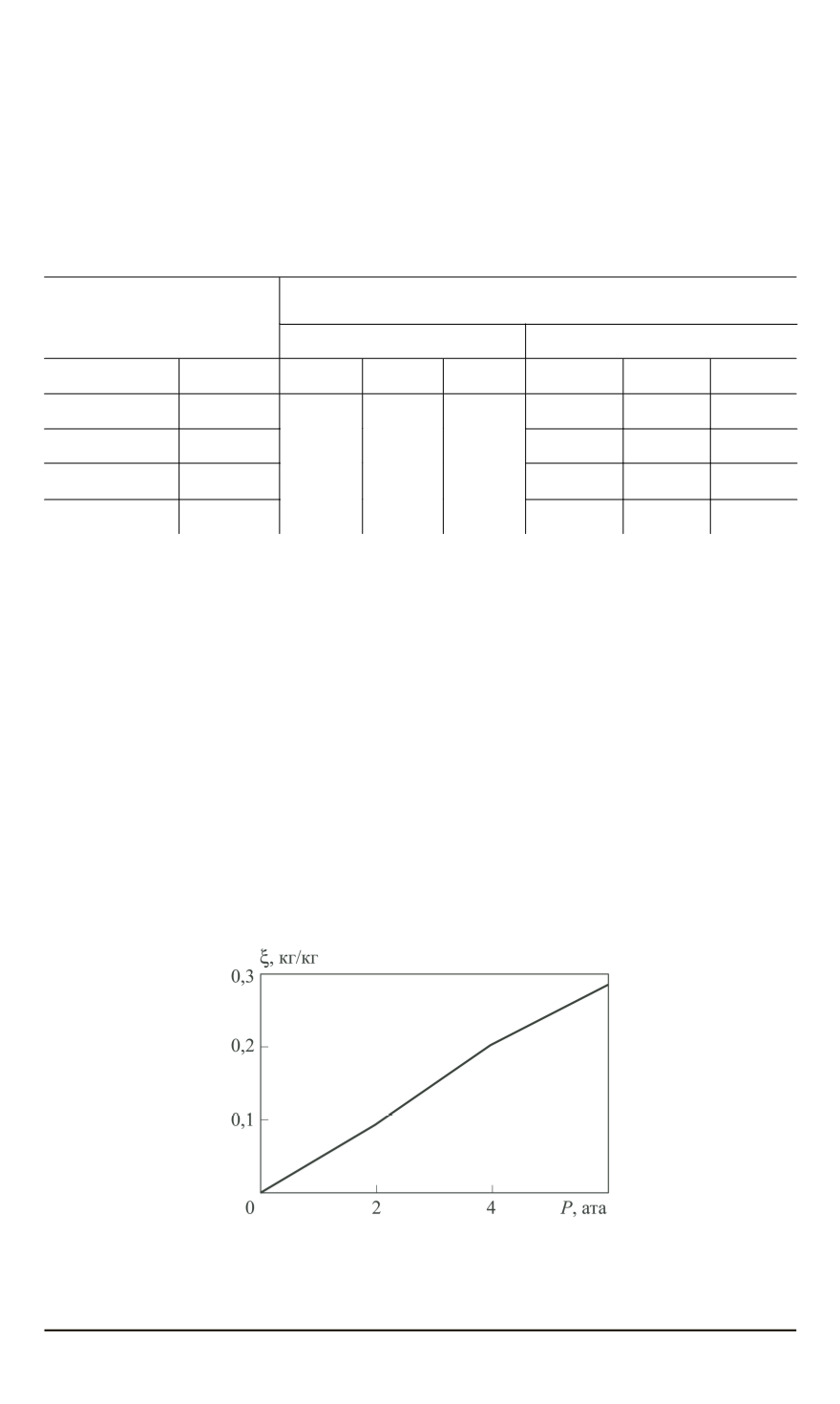
В качестве примера коэффициент потерь жидкого азота (
ξ
) при его
дросселировании до атмосферного давления показан на рисунке.
При использовании данного метода получения жидкого кислорода,
на наш взгляд, важны следующие два показателя: необходимый объ-
Коэффициент потерь жидкого азота при его дросселировании до атмосферного
давления
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение” 2014. № 6 131


