Применительно к УСО материалов
K
м
имеет вид
K
м
УСО
=
s
п
hρ
м
v
c
R
c
ρ
ж
,
(2)
где
v
с
и
s
п
— скорость струи и скорость подачи заготовки, м/с;
h
,
R
с
— толщина заготовки и радиус струи, мм;
ρ
м
и
ρ
ж
— плотность
обрабатываемого материала и рабочей жидкости без учета абразива,
кг/м
3
.
Для механической обработки (МО) материалов, например при сво-
бодном резании,
K
м
определяется по формуле
K
МО
=
v
p
tρ
м
˙
v
и
ρ
и
,
(3)
где
v
р
— скорость резания, м/с;
t
— глубина резания, м;
˙
v
и
— удель-
ный объем износа инструмента, отнесенный к ширине режущего лез-
вия, мм
2
/с;
ρ
м
и
ρ
и
— плотность обрабатываемого материала и инстру-
мента, кг/м
3
.
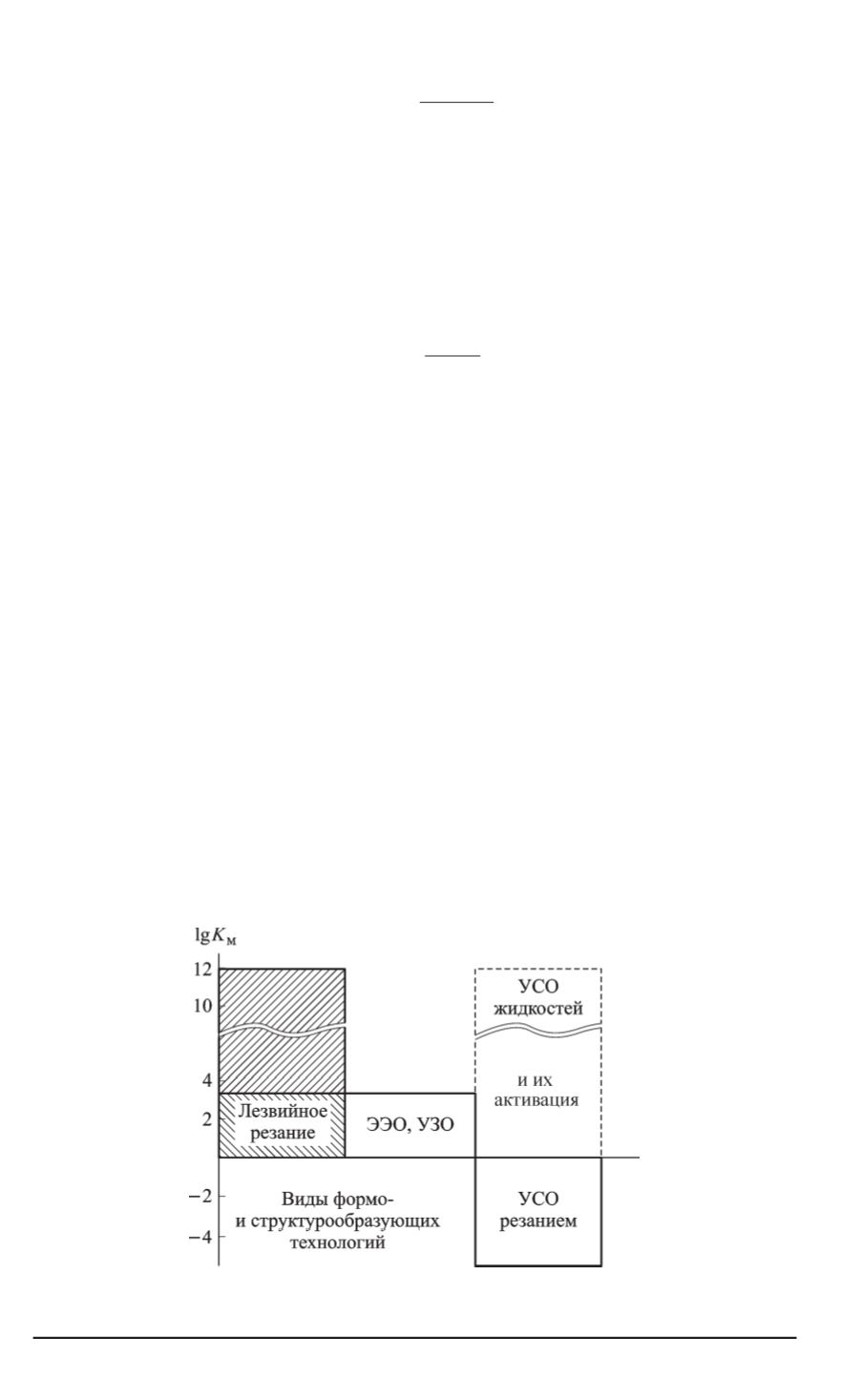
Соотношения (2) и (3) могут быть легко получены и для других
известных способов обработки, например электроэрозионной (ЭЭО),
ультразвуковой (УЗО) и др. Их анализ с логарифмической точностью
позволяет утверждать, что операции МО характеризуются максималь-
ным значением
K
м
, а УСО материалов (резание) — минимальным
(рис. 2). С этой точки зрения УСО материалов резанием — весьма
несовершенный способ формообразования деталей по сравнению с
другими методами обработки.
Таким образом, своеобразный масс-энергетический КПД уль-
траструйного резания весьма низок. Однако критериальное соотноше-
ние (1) позволяет методически полно охарактеризовать тот или иной
вид УСО материалов и жидкостей. Если
K
УСО
0
, то это указыва-
ет на классический вариант гидрорезания и/или струйной очистки,
Рис. 2. Ориентировочные значения масс-энергетического критерия
K
м
для раз-
личных формообразующих технологий
76 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2009. № 2


