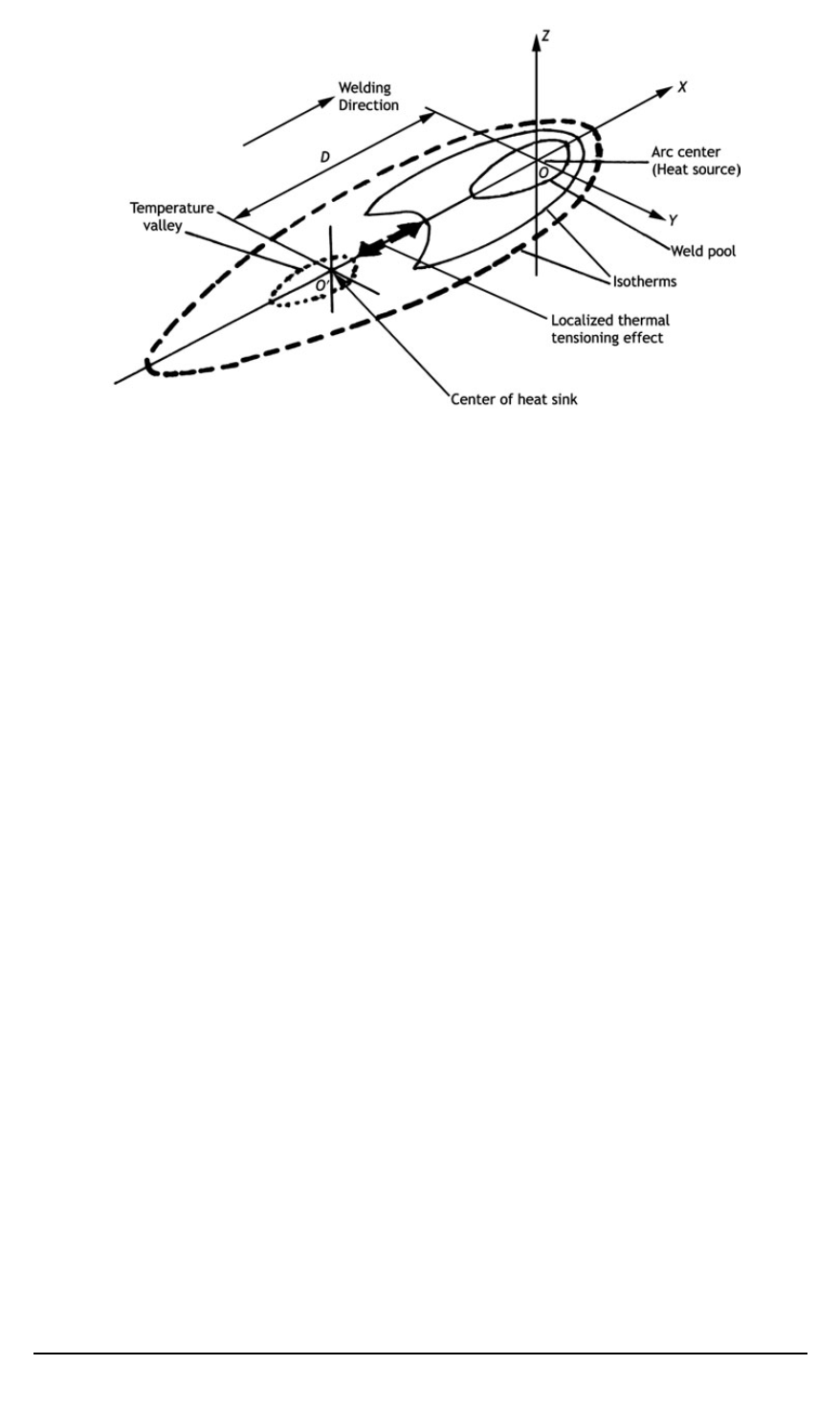
Fig. 2. Localized thermal tensioning effect (shown by heavy arrows) induced by a
trailing spot heat sink coupled to the welding arc in a distance D behind
tensioning a heat source-heat sink system — a heat sink coupled with
welding heat source, could be utilized (Fig. 2).
Whole Cross-Section Thermal Tensioning — LSND Welding.
To
satisfy the stringent geometrical integrity requirements and ensure dimensi-
onally consistent fabrication of aerospace structures, Low Stress No-
Distortion (LSND) welding technique for thin materials, mainly for metal
sheets of less than 4 mm thickness, was pioneered and developed early in
1980’s at the Beijing Aeronautical Manufacturing Technology Research
Institute (Refs. 8, 9). This technique was aimed to provide an in-process
active control method to avoid buckling distortions based on the whole
cross-section thermal tensioning effect. It is proved by experiments and
engineering applications, that the thermal tensioning effect is the necessary
condition for LSND welding of materials of less than 4 mm thickness,
whereas the sufficient condition is the prevention of transient out-of-plane
displacements by applying flattening forces.
The typical temperature field in GTA welding of thin plate is shown
schematically in Fig. 3, a. Actually, in engineering practice, the GTAW of
longitudinal weld on thin plate is performed in a longitudinal seam welder.
Workpieces are rigidly fixed in a pneumatic finger-clamping system with
copper backing bar on mandrel support. Owing to the intensive heat transfer
from workpiece to copper backing bar, the temperature field is different
from the normal shape and takes a narrowed distribution as shown in
Fig. 3, b. To implement LSND welding, additional preset temperature field
as shown in Fig. 3, c is formed by heating and cooling, Therefore, the LSND
welding temperature field shown in Fig. 3, d results by superposition of the
temperature fields of Fig. 3, b and c.
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2005. № 4 95


