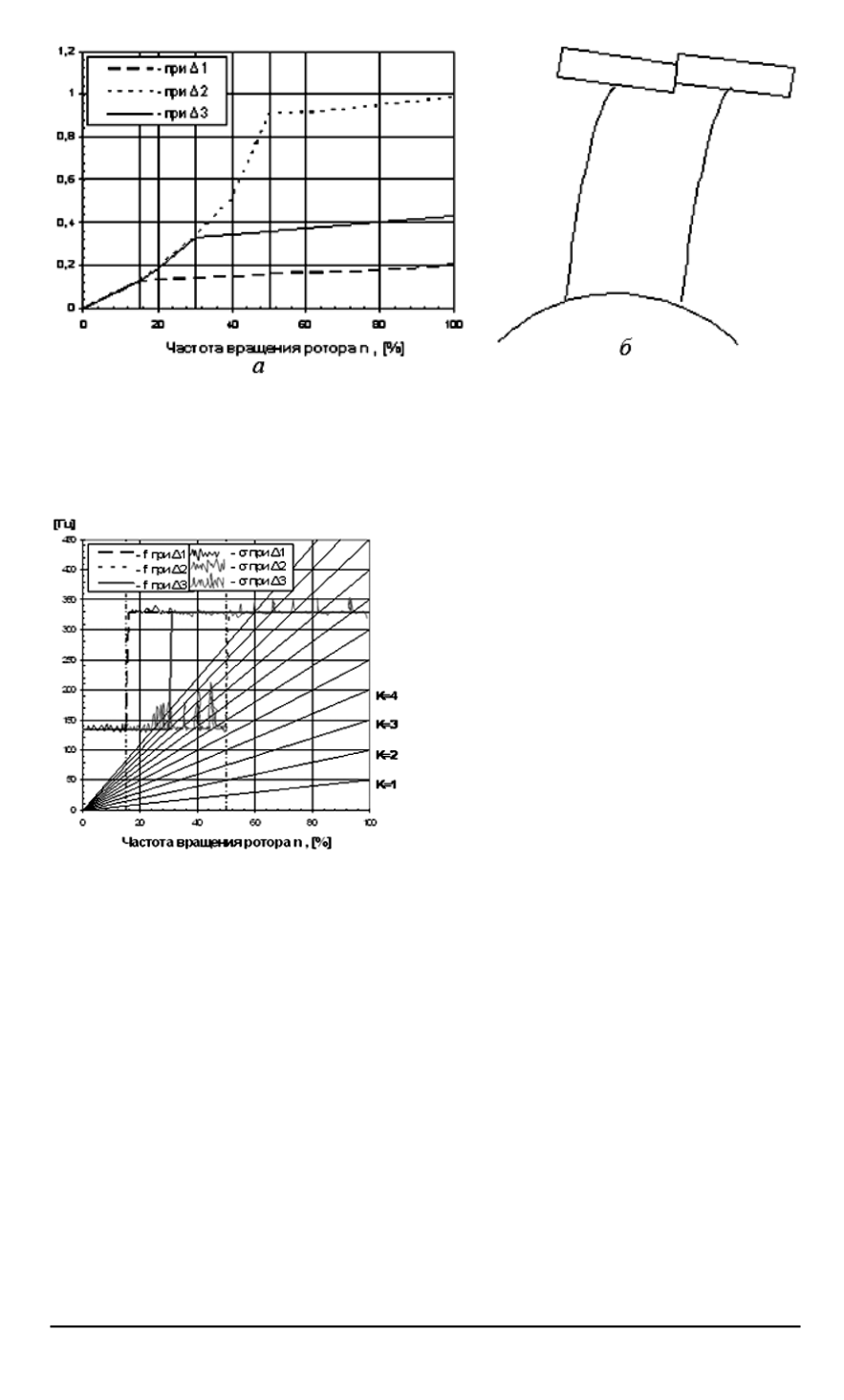
Рис. 4. Перемещения лопаток:
а
— относительный угол раскрутки пера;
б
— перекрытие контактных поверхностей
бандажных полок соседних лопаток
Рис. 5. Собственные частоты и пере-
менные напряжения бандажирован-
ных лопаток
составляющим переменных напря-
жениям. Таким образом, для ди-
намической прочности лучше бо-
лее раннее сцепление бандажных
полок и, следовательно, меньший
первоначальный монтажный за-
зор
Δ
.
Рассматривая приведенные в
настоящей статье проблемы и учи-
тывая их влияние на выбор мон-
тажного зазора
Δ
(или натяга)
между контактными поверхностя-
ми бандажных полок соседних ло-
паток, на этапе проектирования
турбомашины возможно успешно оптимизировать первоначальный
монтажный зазор
Δ
.
СПИСОК ЛИТЕРАТУРЫ
1. Т и м о ш е н к о С. П. Колебания в инженерном деле. – М.: Наука, 1967.
2. Б и р г е р И. А. Прочность и надeжность машиностроительных конструкций.
– Уфа, 1998.
3. S r i n i v a s a n A. V. Flutter and Resonant Vibration Characteristics of Engine
Blades. Journal of Engineering for Gas Turbines and Power, october, 1997.
Статья поступила в редакцию 12.12.2005
114 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2007. № 2


